

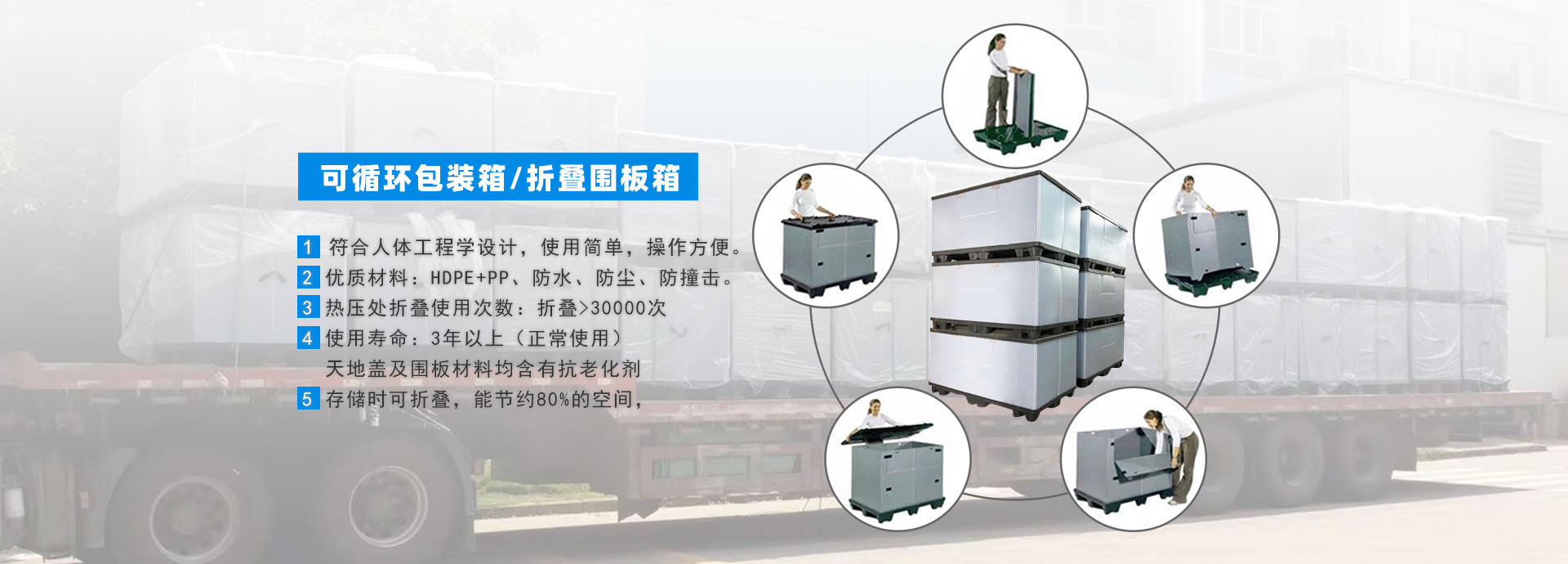

铝电池吸塑托盘方案
铝电池吸塑托盘方案

电池规格3种,大小设计公用在一个托盘内使用,
电池吸塑托盘技术要求:
1、每只吸塑盘装8只电芯,两堆吸塑盘放一栈板中,栈板尺寸1200*1000
2、托盘设计为层叠放置,40层为一堆,40层堆叠高度小于800mm;
3、设计手槽与卡点,分选设备下料吸塑托盘堆叠夹具卡位。长边设计3个,短边设计2个。
下陷深度根据托盘整体受力情况设计。
4、吸塑表面应光滑平整,无翘曲变形破损等异常
5、满足8pcs/托,L<1000mm,W<500mm,H<40mm;
6、托盘皮料厚度根据设计满足承重需求设计(302型号电芯600g/pcs,314型号电芯800g/pcs,
349型号电芯1000g/pcs)
8、手抠槽位置在电芯长边的中间部位;
9、卡点设计为前后左右四面方向防错,保证堆叠后托盘内电芯正负极一致,顺序统一;卡
点分面均匀,叠加40层后不会因支撑不均面倾斜不牢固
10、托盘穴内为3-5度,外侧为5-7度
11、托盘中间设置排烟孔,排烟孔与8个电芯槽相连,保证电芯发生消防事故时,烟感传感
器可以及时感应到;
12、托盘设置方向识别,带条码粘贴位置。设计在窄边方向,靠近方向防错缺角。
13、耐高温(50℃,300小时)、耐腐蚀、耐电解液性、耐干燥;防火等级V0材料;
14、热变形(软换):托盘使用过程中不得发生热分解(80℃条件下);
15、耐火性: UL94防火等级V-0级;
16、托盘正常使用时变形量不超过20mm,长期使用不变型,变形量不影响托盘定位使用;
 
以下需要参照 :吸塑托盘技术要求
1.托盘长宽高:932X530X27.6(参考数据宽度500mm,现按一盘8个设计排 版 ,宽度达
到530mm)。 (参照要求第5条)
2.红色方框盘子手位设计。方便人工搬货操作。
3.蓝色方框内设计机械手操作:搬运操作多盘机械搬起,长方向设置了8个点,宽方向设
置了4个点。(参照要求第3条)
4.手抠槽位设计:产品宽方向有堆叠槽,由于需要隔离产品,堆叠槽可当手位操作 。(参
照要求第8条)
5.产品装放,托盘内有正负极图案参照,操作摆放需按图案摆放产品;产品四周都有设计堆
叠位。(参照要求第9条)
6. 托盘内斜度设计为5°,外斜度设计为10°,托盘成型厚度达到3mm小于10°外形会干涉
堆叠。 (参照要求第10条)
7.中间设计2个排烟孔。(参照要求第11条)
8.托盘识别码:托盘设计有2个C角,C角用于正反叠方向区分、角
受力更均匀;识别码按右图位置粘贴。(参照要求第12条
    机械手设计:
块状尺寸55mmx20mmx10mm,操作时机械手插入产品内15mm,往上提起.
摆放数据参照,托盘与栈板摆放。机械手操作时不能碰倒侧边托盘产品。

铝电池托盘测试承受力与机械手抓取力:
1.铝电池托盘装电池后摆放40层,托盘不能压塌与压坏。需保证四角支撑均匀,不倾斜。
2.机械手抓取搬运时 ,能尽量多抓产品,减少抓取次数。
经打样,使用测试如下图。
承受力测试:栈板上放2叠托盘承受800KG无压坏产品,
机械手测试:未测试
  |
上一篇:北方重工塑料包装箱设计稿
下一篇:显示屏围板箱设计

-
咨询电话:0755-28669950 传真:0755-28669437
地址:深圳市龙岗区园山街道西坑社区西湖工业区15号
QQ:308312283 微信:13500067571
联系人:王先生 张小姐 电话:135-0006-7571/135-4326-7571
-

扫一扫关注我们